 The slide valves are made of aluminum bronze, which should stand the wear pretty well... I'm milling the opening in the valve to exact dimensions using the small "Unimat 3" lathe's milling pillar (shown on my workshop page). The numbers written in marker shows the result of the first rough milling (almost to scribed lines): how many 1/10ths of a mm still to be taken off. As you can see, the first operation left the opening 0.5 mm undersize, and a bit tilted (0.2mm). This was corrected in the final step shown here.
The slide valves are made of aluminum bronze, which should stand the wear pretty well... I'm milling the opening in the valve to exact dimensions using the small "Unimat 3" lathe's milling pillar (shown on my workshop page). The numbers written in marker shows the result of the first rough milling (almost to scribed lines): how many 1/10ths of a mm still to be taken off. As you can see, the first operation left the opening 0.5 mm undersize, and a bit tilted (0.2mm). This was corrected in the final step shown here.
 The finished slide valves. The tolerance to which I made them is 0.05 mm, or 2 thous.
The finished slide valves. The tolerance to which I made them is 0.05 mm, or 2 thous.
 The two steam port inserts are clamped together and attached to a holder while being milled. Using one port edge as a reference, the ports were milled to the right size using the Unimat's cross slide scale - and frequent checking with digital calipers! Since the ports are only 4 mm wide, I used a 3 mm diameter, 3-flute milling cutter, taking care to keep the feed (both depth- and lengthwise) small enough both for the cutter and the machine...
The two steam port inserts are clamped together and attached to a holder while being milled. Using one port edge as a reference, the ports were milled to the right size using the Unimat's cross slide scale - and frequent checking with digital calipers! Since the ports are only 4 mm wide, I used a 3 mm diameter, 3-flute milling cutter, taking care to keep the feed (both depth- and lengthwise) small enough both for the cutter and the machine...
 The finished port inserts. I plan to have these chrome or nickel plated to reduce wear against the alu-bronze valves. Using inserts like this, I didn't have to make the cylinder steam ports to higher tolerance than +- 0.5 mm (hard to do with silver soldered brass). The exact position of the ports is determined by these inserts which are attached with silicon gasket paste in addition to the steam chest screws.
The finished port inserts. I plan to have these chrome or nickel plated to reduce wear against the alu-bronze valves. Using inserts like this, I didn't have to make the cylinder steam ports to higher tolerance than +- 0.5 mm (hard to do with silver soldered brass). The exact position of the ports is determined by these inserts which are attached with silicon gasket paste in addition to the steam chest screws.
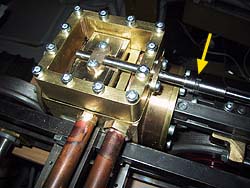 An assembled steam chest with the valve in place, less cover. The gland contains a fluorine-rubber O-ring, which can withstand temperatures up to 200° C (400° F). Note the stainless, screwed-in valve stem (arrow) - in prototype, it is attached with a wedge, but this makes for easier adjustment - when the right position is found, a drop of loctite in the thread will keep it there!
An assembled steam chest with the valve in place, less cover. The gland contains a fluorine-rubber O-ring, which can withstand temperatures up to 200° C (400° F). Note the stainless, screwed-in valve stem (arrow) - in prototype, it is attached with a wedge, but this makes for easier adjustment - when the right position is found, a drop of loctite in the thread will keep it there!
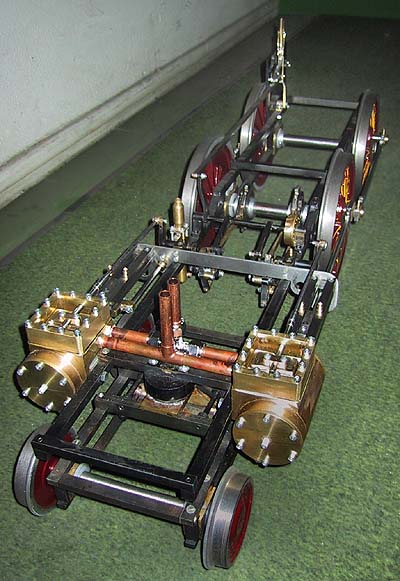 Progress of the 3003 loco as of 2001-08-03. The steam inlet and exhaust tubes are temporary - note that the inlet is on only the back end of the steam chest. However, there should be ample space for the steam to pass over the valve into the port on the front end.
Progress of the 3003 loco as of 2001-08-03. The steam inlet and exhaust tubes are temporary - note that the inlet is on only the back end of the steam chest. However, there should be ample space for the steam to pass over the valve into the port on the front end.
I will still have to do some tiny adjustments to the eccentrics, since the engine seemed a little bit "lame" at smaller cut-offs... But I was honestly surprised when I connected the air supply - there was enough air in just the quick-coupling hose (the compressor-to-hose valve was shut!) to make the wheels revolve several turns!
 The cylinder drain cocks were rather time-consuming to make, given their small size. Here are the parts for the four cocks, the bodies are made from 9 mm hex brass bar, and the plugs from 5 mm round stock, but turned conical, 2.5°. With the same setting on the lathe, I turned the conical D-bit reamer with which I opened up the 4 mm drilled holes in the bodies to the correct fit. The plugs are silver soldered to the levers. The cocks will be operated with a lever in the cab.
The cylinder drain cocks were rather time-consuming to make, given their small size. Here are the parts for the four cocks, the bodies are made from 9 mm hex brass bar, and the plugs from 5 mm round stock, but turned conical, 2.5°. With the same setting on the lathe, I turned the conical D-bit reamer with which I opened up the 4 mm drilled holes in the bodies to the correct fit. The plugs are silver soldered to the levers. The cocks will be operated with a lever in the cab.
Close this window when you are ready...
Any information presented on this website (especially any do-it-yourself instructions) is given without any acceptance of liability for damage or injury - so, always remember: SAFETY FIRST!
The material on this page and its related pages is Copyright © 2001-2007 by J-E Nystrom. You may NOT copy, transmit and/or publish any of my images or texts in print, electronically, on your own website or in any other way. The author retains all rights to this work, with this sole exception: Storing the pages on your own computer or printing out a paper copy, for your own, strictly personal use is allowed.
You may, however, freely link to the "Building Live Steam Locomotives" page at: http://www.saunalahti.fi/animato/steam, or to my Animation Home Page at: http://www.saunalahti.fi/animato.
You should NOT link directly to THIS page, since it's address may change in the future. Also, you may not put any of these pages or pictures into "frames" on your own website.
Thank you.